
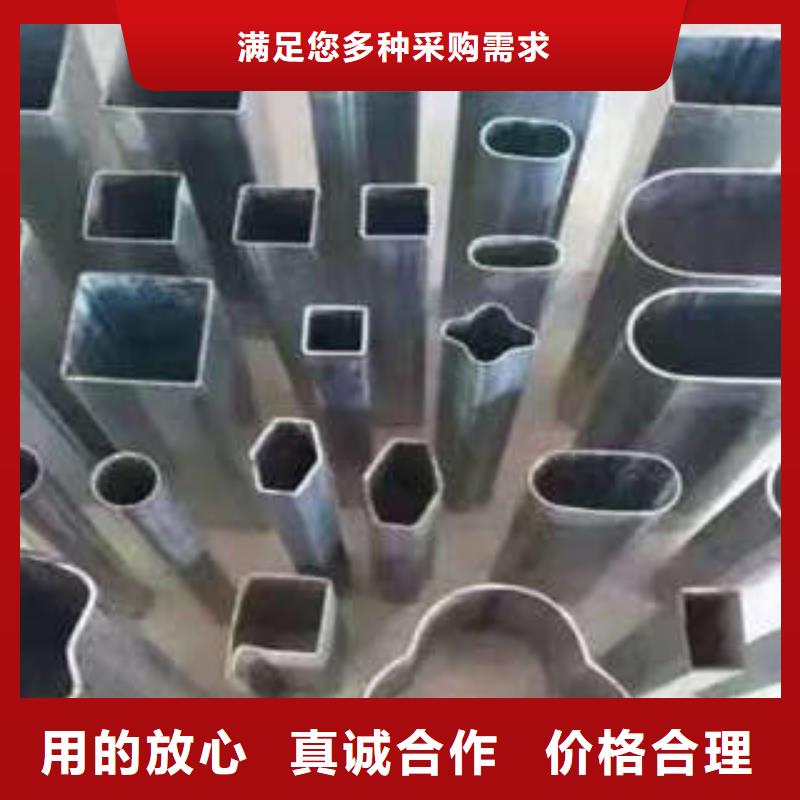
以下是:异型管、异型管出厂价的产品参数异型管、异型管出厂价,恒盛信达钢铁贸易有限公司为您提供异型管、异型管出厂价产品案例,联系人:王立祥,电话:0527-88266888、18762195566,QQ:601360604,发货地:大邱庄镇陈大公路东300米发货到福建省 龙岩市 新罗区、长汀县、永定区、上杭县、武平县、连城县、漳平市。 福建省,龙岩市,新罗区 新罗区境内有古建筑20余处,天宫山古庙为闽西南佛教建筑之一,典常楼和闽西工农银行旧址为重点文物保护单位,龙门塔、新罗泉井、龙池书院、白土暴动遗址、文明塔、赤水天后宫等为省、市文物保护单位。纪念地有红四军军部和中国红军军官学校分校旧址、毛泽东旧居、闽西革命烈士陵园和后田暴动陈列馆。
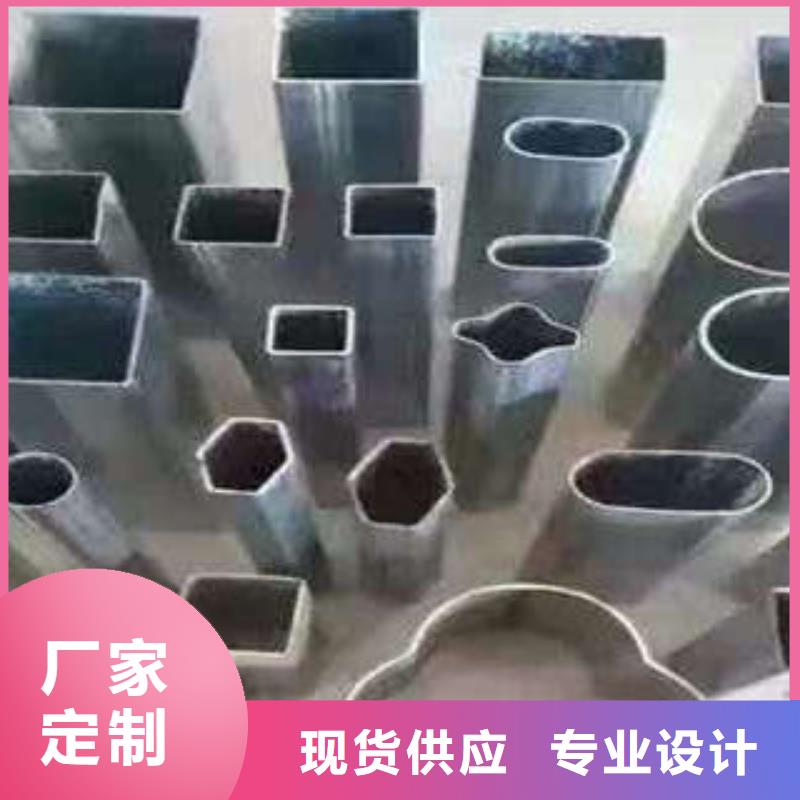
想要更直观地感受异型管、异型管出厂价产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!以下是:异型管、异型管出厂价的图文介绍
为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
保护气体为氩气,当焊接电流为50-150A时氩气流量为8-10L/min,当电流为150-250A时氩气流量为12-15L/min。
MIG焊接容易受到风的影响,有时风而产生气孔。所以风速在0.5m/sec以上的地方进行异型管焊接,都应当采取防风措施。
采用平特性焊接电源,直流时采用反极性。
为防止焊接气孔之出现,异型管的焊接部位如有铁锈、油污等务必清理干净。
对接打底时,为防止底层焊道的背面被氧化,异型管背面也需要实施气体保护。
钴作为合金元素在钢中应用不多,这是因为钴的价格高及其在其它方面有着更重要的用途。在一般不锈钢异型管中加钴作合金元素的也不多,常用不锈钢加钴,目的并不在于提高耐腐蚀性能而在于提高硬度,因为这种不锈钢的主要用途是制造切片机械刃具、剪刀及刀片等。
磷在一般不锈钢异型管中都是杂质元素,但其在奥氏体不锈钢中的危害性不像在一般钢中那样显著,故含量可允许高一些以利于冶炼控制。利用磷对钢的强化作用,也有加磷作为时效硬化不锈钢的合金元素。
稀土稀土应用于不锈钢,目前主要在于改善工艺性能方面,比如钢锭中因氢气引起的气泡和减少钢坯中的裂纹。另外由于热加工工艺性能在过去只能生产铸件,加稀土元素后则可轧制成各种型材。
异型管使用高速切削技术具有如下六个优点:
提率用高速加工中心或高速铣床加工模具,可以在工件一次装夹中完成型面的粗、精加工和汽车模具其他部位的机械加工,即所谓一次过技术,高速切削技术的应用大大提高了管材模具的开发速度。
简化工序常规铣削加工只能在淬火之前进行,淬火造成的变形必须要经手工修整或采用电加工终成形。现在则可以通过高速切削来完成,而且不会出现电加工所导致的表面硬化。另外,由于切削量减少,高速加工可使用更小直径的刀具对更小的圆角半径及模具细节进行加工,节省了部分机械加工或手工修整工序,从而缩短了生产周期。
应用广泛高速切削时,切削力大为减少,切削过程变得比较轻松,高速切削加工在切削度和高硬度材料方面具有较大优势,可以加工具有复杂型面、硬度比较高的异型管及模具。
当异型管材料从很宽的材料剪切时,因剪切装置的精度和刚度原因剪切下来的材料幅度会出现正、负误差。在通过模具的导向柱时,材料过窄就会产生间隙,发生抖动,使送料的精度下降。在通过模具的导向柱时,材料过宽会被压缩变形,也会严重降低送料精度。
异型管卷材是由很宽的压延钢板卷曲而成的,相对来说靠近附近的精度比较好,幅宽方向的两端呈现逐渐变薄的现象,厚度的精度明显变差。此时,幅宽精度比较差的卷材也会影响送料精度。
异型管涂装处理对磷化的五点影响:
除锈。磷化膜不能在锈层或氧化皮上生长的,所以彻底除锈是磷化的必要条件。但除锈时间不能过长。否则易出现过腐蚀,异型管表面粗燥导致结晶粗大多孔,沉淀增多。除锈时间过短,表面活化不够,同样使磷化膜结晶粗大。所以控制好除锈时间对于获得密集活化点,形成致密的磷化膜有着重要的作用。
龙岩新罗恒盛信达钢铁贸易有限公司凭借着可靠的质量、低廉的价格和优良的信誉,以客户为本的生产宗旨, 用多样化的产品满足了客户不同层次,不同方面的需求,赢得了广大客户的一致好评。我们可以根据您的需求,为您的产品设计合理,美观的产品包装。真诚希望与各界新老朋友建立长期稳定、可靠的业务关系。您的需求就是我们的发展,让您满意是我们不懈的求,我们将以贴心的服务,更可靠的质量来回报您的支持,赢得您的信赖,欢迎来电垂询。深入细节,建立了质量管理体系,通过“自检、互检、专检”层层把关。从而在产品质量上得到了严格的保障!
对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
控制异型管厚度波动的九点措施:
将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
启车后直接升速轧制,以改善乳化液润滑条件,增加轧辊与异型管带钢之间轧制油量和油膜厚度,减小摩察系数,降低轧制力,减小厚度波动。
在龙岩市新罗区采买异型管、异型管出厂价到恒盛信达钢铁贸易有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王立祥-18762195566,QQ:601360604,地址:《大邱庄镇陈大公路东300米》。















